ТЕХНОЛОГИЯ BINDER JETTING
Аддитивная технология Binder Jetting предназначена для 3D-печати функциональных изделий, моделей, технологической оснастки любой геометрической сложности непосредственно по их цифровым (CAD) моделям и заключается в последовательном формировании заготовки в результате послойного отверждения особым образом подготовленного мелкодисперсного твердого материала и избирательно нанесенного на него связующего агента. В качестве мелкодисперсного твердого материала используется широчайший перечень сыпучих материалов для 3D-печати: традиционный и синтетический литейный песок, практически любые металлы и их сплавы, жаропрочные металлические и неметаллические композиции, керамики и композиционные материалы с заданными свойствами.

Материал 3D печати: литейный песок, фурановая смола.

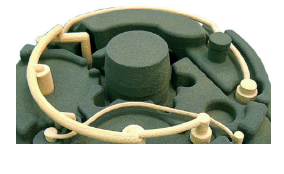
Печать металлических волноводов.
Материал 3D печати: нержавеющая сталь.
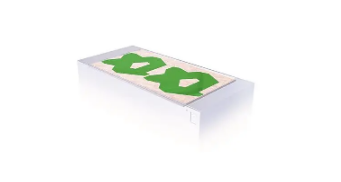
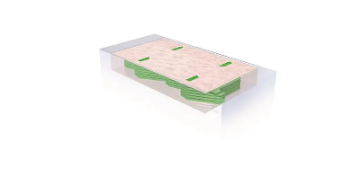
Печать песчаных литейных стержней.
Материал 3D печати: литейный песок, фенольная смола

Печать металлических композитных изделий.
Материал 3D печати: нержавеющая сталь/бронза (90% Cu / 10% Sn)

Материал 3D печати: литейный песок, фурановая смола.

Печать металлических волноводов.
Материал 3D печати: нержавеющая сталь.

Печать песчаных литейных стержней.
Материал 3D печати: литейный песок, фенольная смола

Печать металлических композитных изделий.
Материал 3D печати: нержавеющая сталь/бронза (90% Cu / 10% Sn)
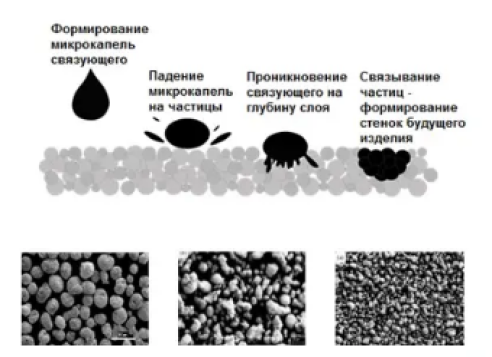
Основные операции 3D-печати по технологии Binder Jetting (струйной печати)

Нанесение первого слоя твердого дисперсного материала
Нанесение первого тонкого слоя песка или порошка из металлов, неметаллов, керамики и.т.д. на поверхность плиты элеватора печатного бункера

Нанесение связующего агента
Горизонтальное перемещение печатной головки обеспечивает избирательное нанесение связующего агента на дисперсные частицы твердого материала
Формирование первого слоя изделия
Связанные частицы твердого материала формируют стенки будущего изделия – после полного прохода печатной головки, плита элеватора печатного бункера опускается горизонтально вниз на глубину равную высоте слоя

Повторное нанесение слоя твердого дисперсного материала
С помощью рекоутера прецизионно наносится следующий слой мелкодисперсного материала поверх ранее сформированного слоя изделия
Повтор предыдущих операций
Операции нанесения мелкодисперсного материала и избирательное нанесения связующего вещества повторяются до полного завершения построения изделия

Финишная обработка
После завершения технологического процесса изделие извлекается из печатного бункера и направляется на термообработку, если это необходимо
Особенности технологии Binder Jetting
Технология Binder Jetting была разработана и запатентована в Massachusetts Institute of Technology в 1993 г, действие патента завершилось в 2018 году.
Преимущества технологии Binder Jetting
1. Самая быстрая печать - серийное производство
3D-печать по технологии Binder Jetting на сегодняшний день является одной из самой быстрых - около 20 000,00 см3/час, что позволяет использовать 3D-принтеры производства Косель для серийного производства. Пример высокопроизводительной 3D-печати представлен ниже.

Задача: серийная 3D-печать металлических насосных колес
Материал: нержавеющая сталь 316L (аналог 03Х16Н15М3)
Количество:400 шт.
Время печати:24 часа
Аддитивная машина: Косель MBJ 500
2. Высокая точность
Аддитивные машины производства Косель обеспечивают точность геометрических размеров изделий ± 0,3мм. Отсутствие лазера и оптической системы позволяет избежать критических температурных влияний в процессе послойного формирования стенок заготовки и неизбежных для SLM и EBM проблем, связанных с искажением геометрии пятна лазера в процессе фокусировки на удаленных от основной оси участках области печати.

Задача: 3D-печать песчаной литьевой формы для получения
отливки прототипов корпуса коробки передач из алюминиевого
сплава а356 (аналог АК7пч)
Время печати: около 4-х часов

Аддитивная машина: AJS 1800
3. Нет ограничений по габаритным размерам
Объемом области построения обладает песчаный 3D принтер AJS 1800 с двумя печатными бункерами (1 бункер ДШВ=1800×1000×700мм; 1260 л), однако технология позволяет печатать крупные фрагменты форм, которые можно собрать сразу же после печати.
4. Отсутствие технологической оснастки и модельного производства
Процесс исключает применение модельной оснастки. Отсутствие необходимости в проектировании и изготовлении оснастки позволяет сократить время на ТПП и себестоимость изделий, проектирование модельной оснастки для которых чрезвычайно трудоемко, либо невозможно. Значительно сокращаются затраты на организацию и содержание модельных участков. Конструкция изделий не ограничена возможностями инструментального производства.
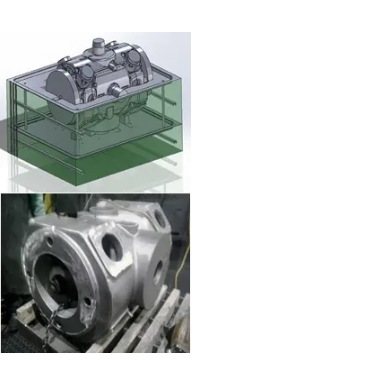
Задача: 3D-печать песчаной литьевой формы для
получения отливки цилиндра компрессора из чугуна
Традиционная технология:
- производство модельной оснастки,
свободное литье чугуна, фрезеровка;
- время традиционного производства – 16-17 недель;
- стоимость оснастки – 1 600 000 руб.
Аддитивная машина: Косель AJS 1800
Аддитивная технология:
- печать песчаных литейных форм,
свободное литье чугуна
- время аддитивного производства – 8 недель;
- стоимость оснастки – 0 руб.
- материал 3D печати: литейный песок/фурановая смола
5. Улучшенные свойства готовой продукции
Благодаря послойному построению, изделия обладают уникальным набором свойств. Например, детали, созданные на металлическом 3D-принтере, по своему механическому поведению, плотности, остаточному напряжению и другим свойствам превосходят аналоги, полученные с помощью литья и обработки давлением. Технология Binder Jetting родственна MИM-технологии (от англ. Metal Injection Molding), напечатанным заготовкам можно придать ряд уникальных свойств, таких как повышенная прочность, износостойкость, сопротивление коррозии в процессе спекания.
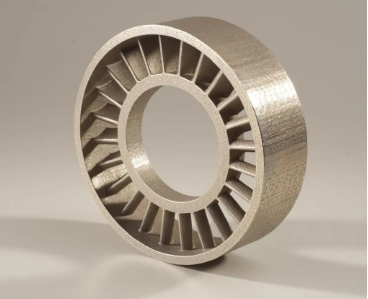
Статор

Аддитивная машина: MBJ 160

Износ статора изготовленного традиционным
способом после 200-300 часов эксплуатации
Задача: 3D печать металлического статора и
инфильтрация бронзой в процессе отжига
Материал 3D печати: нержавеющая сталь, бронза

Статор, напечатанный на 3D-принтере
инфильтрированный бронзой - после 600 часов эксплуатации,
следы износа отсутствуют
6. Возможность изготовления изделий со сложной геометрией.
Оборудование для аддитивных технологий позволяет производить предметы, которые невозможно получить другим способом. Например, деталь внутри детали или очень сложные системы охлаждения на основе сетчатых конструкций (этого не получить ни литьем, ни штамповкой).

Аддитивное производство песчано-полимерных литейных форм и стержней
Технология не требует технологической оснастки и применяется для печати песком литейных форм и стержней в литейном производстве для изготовления отливок из алюминия, стали, чугуна, медных сплавов, свинца, титана и т.д.

Аддитивное серийное производство заготовок из металлов и неметаллов, керамики, композиционных материалов
Высокая скорость и точность печати позволяет организовать серийное производство изделий любой геометрической сложности с помощью трехмерной печати металлом, керамикой, графитом, вольфрамом и композиционными материалами с заданными свойствами.