BINDER JETTING – 3D ПЕЧАТЬ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И НЕМЕТАЛЛОВ, КЕРАМИКИ, КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ

Очевидно, что технологический процесс представляет собой операции MИM-технологии (от англ. Metal Injection Molding), где «зеленые» заготовки производятся с помощью 3D-печати, что позволяет исключить операции инжектирования, изготовление фидстока и трудоемкого производства инжекционной оснастки.
Основные операции 3D-печати Binder Jetting
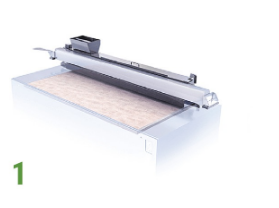
Нанесение первого тонкого слоя
порошка из металлических сплавов,
керамики, композиционных матери-
алов и.т.д. на поверхность плиты
элеватора печатного бункера
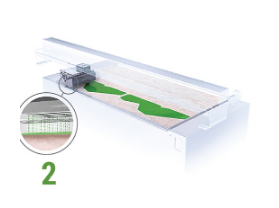
Избирательное нанесение
связующего агента на
дисперсные частицы твердого
материала с помощью
горизонтального перемещения
печатной головки
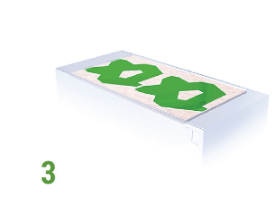
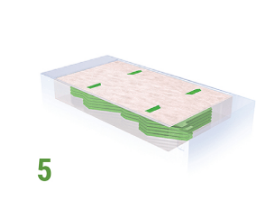
Формирование стенок «зеленой» заготовки в
процессе отверждения связующего в матрице
твердого материала после полного прохода
печатной головки. Плита элеватора печатного
бункера опускается горизонтально вниз на
глубину равную высоте слоя
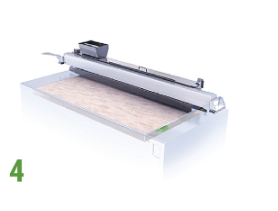
Повторное нанесение порошка
поверх сформированного слоя
осуществляется с помощью
рекоутера и Triple ACT
Повторение шагов 2, 3, 4 до
завершения процесса построения
детали
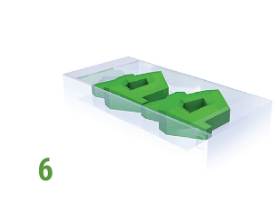
Извлечение напечатанной детали
Схема аддитивного технологического процесса
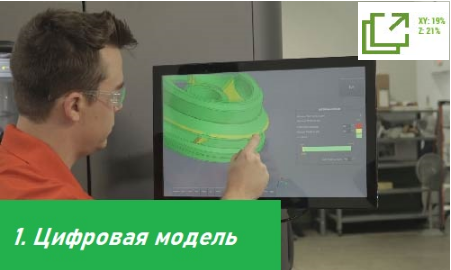




Точность, минимальные толщины и размеры

- Припуски (увеличение размеров) для компенсации усадки
- 19% в направлении осей X и Y (горизонтальные размеры)
- 21% в направлении оси Z (вертикальные размеры)
- Типичная величина усадки «зеленых» заготовок 16%
- Точность геометрических размеров обычно составляет менее 1%
- Минимальная толщина стенки зависит от сложности геометрии и максимальных размеров
конструктивных элементов. Рекомендованные значения в зависимости от размеров:
| Размер элемента | Мин. толщина стенки | |
| 3-75 мм | 1 мм | |
| 75-150 мм | 1,5 мм | |
| 150-200 мм | 2,0 мм | |
| 200-300 мм | 3,0 мм |
- Внутренние углы и сопряжения должны иметь закругленную кромку с радиусом
закругления, приблизительно равным толщине сопряженных стенок
- Замкнутые внутренние полости должны иметь отверстия для возможности удаления
несвязанного порошка
Основные преимущества Binder Jetting при 3D-печати деталей из металлов и неметаллов, керамики композиционных материалов
1. Высокая скорость печати
2. Отсутствие технологической оснастки и модельного производства
Кроме того, в отличие от известных аддитивных технологий связанных с обработкой металлов, Binder Jetting не требует структурных поддержек, поскольку в процессе послойного формирования в печатном бункере деталь постоянно окружена несвязанным порошком, который естественным образом обеспечивает подпорку при печати навесных структур.
3. Решение сложных технологических задач
Ниже представлено функциональное изделие – теплообменник. Основной сложностью изготовления является наличие внутренней полости и наличием внутри кожуха решеток теплообменника расположенных в плоскостях перпендикулярных к осям четырех патрубков. Расстояние между ребрами решетки – 1,2 мм, получение решеток на машине SLM оказалось невозможным по причине ярко выраженной и драматически развивающейся анизотропии механических свойств, в процессе послойного сплавления лазером из-за температурного градиента, вызвавшего в результате деградацию геометрии металлического изделия. С помощью Binder Jetting теплообменник был изготовлен в течении 5 часов в количестве 5 штук, часть которых пошла на механические испытания.

4. Печать керамикой, неметаллами, композиционными материалами
5. Binder Jetting и другие аддитивные технологии
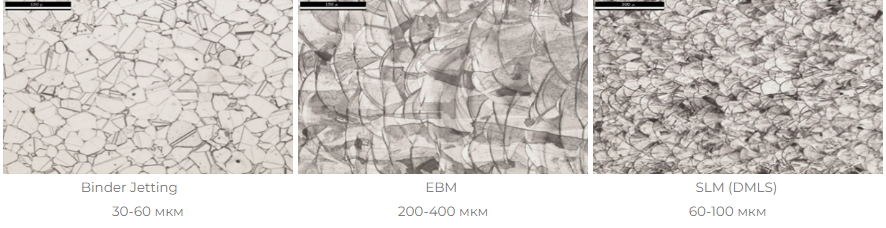
- Binder Jetting производит однородную равноосную микроструктуру, что обеспечивает изотропные механические свойства и хорошую усталостную долговечность конечного изделия
- Binder Jetting не использует лазер, послойное формообразование металлических и керамических заготовок происходит при комнатных температурах, что исключает температурные влияния на изделие в процессе печати, вызванные процессами быстрого нагрева и охлаждения в результате воздействия лазером. «Зеленые» заготовки, полученные с помощью Binder Jetting, обладают более высокой изотропией механических свойств
- Микроструктура изделий полученных с помощью Binder Jetting практически полностью аналогична микроструктуре образцов, изготовленных традиционными методами порошковой металлургии
- Binder Jetting не предъявляет таких строгих требований к порошку, как SLM. Для работы подойдут даже несферические порошки, применяемые в MIM 5-150 мкм (d50), однако, чем меньше размер частиц, тем выше точность печати и усадка «зеленых» заготовок.

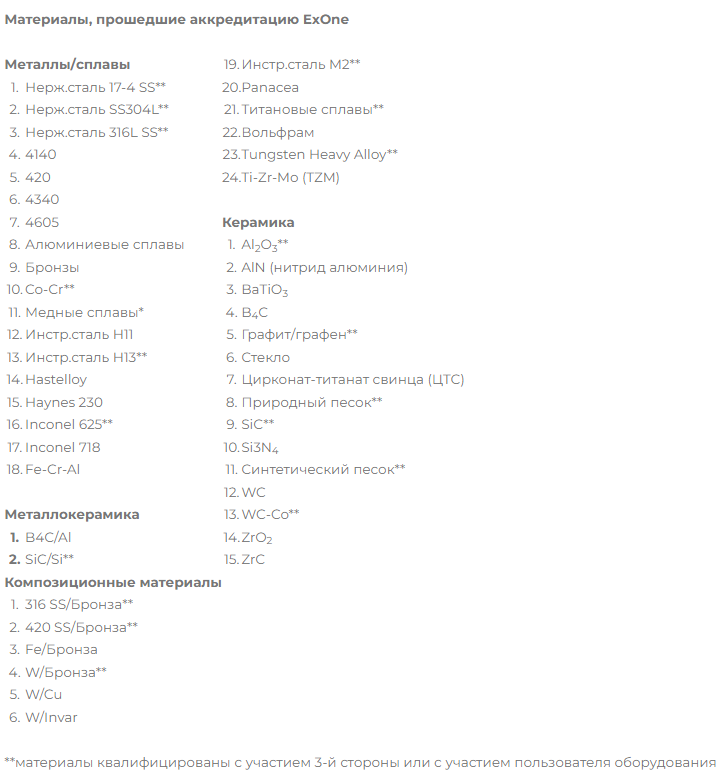
Материалы
В Binder Jetting применяются несферические порошки, применяемые в MIM 5-150 мкм (d50) из большинства промышленных металлов, сплавов, керамики, графита, минералов, оксидов металлов, широкого ряда композиционных материалов и т.д.
3D принтеры Косель полностью открыты для использования любых материалов, в том числе отечественного производства, однако в большинстве случаев, перед приобретением настоятельно рекомендуется тестирование материала заказчика специалистами Косель. На данный момент существует более 25 материалов, прошедшие аккредитацию специалистами компании Косель Сертификация материала разработчиками Косель включает:
- Оценка технологичности (возможность применения в Binder Jetting)
- Гранулометрические исследования
- Характеристические тесты
- Испытания на текучесть и осыпаемость
- Печать тестовых образцов
- Испытания на спекаемость
- Физико-механические испытания, металлография, химический анализ и.т.д.
3D-принтеры